MAS ETH DFAB | research project

3D printing facades is a 5-week mini-project of the MAS dfab 20-21. We learn and develop fabrication-aware design strategies for additively manufactured facades. Topics like structural integrity or active shading are explored alongside aspects of breathability and thermal insulation.
2 two people form a group to propose design concepts and fabrication solutions for the topic. Since our team focused on the breathability subject, we named our final piece ‘Breathe‘.
Team :
Tutors: Petrus Aejmelaeus-Lindström, Ina Cheibas, Matthias Leschok, Remy Clemente, Valeria Piccioni, Ioanna Mitropoulou
Design and Fabrication: Foteini Salveridou, Chengyuan Wei

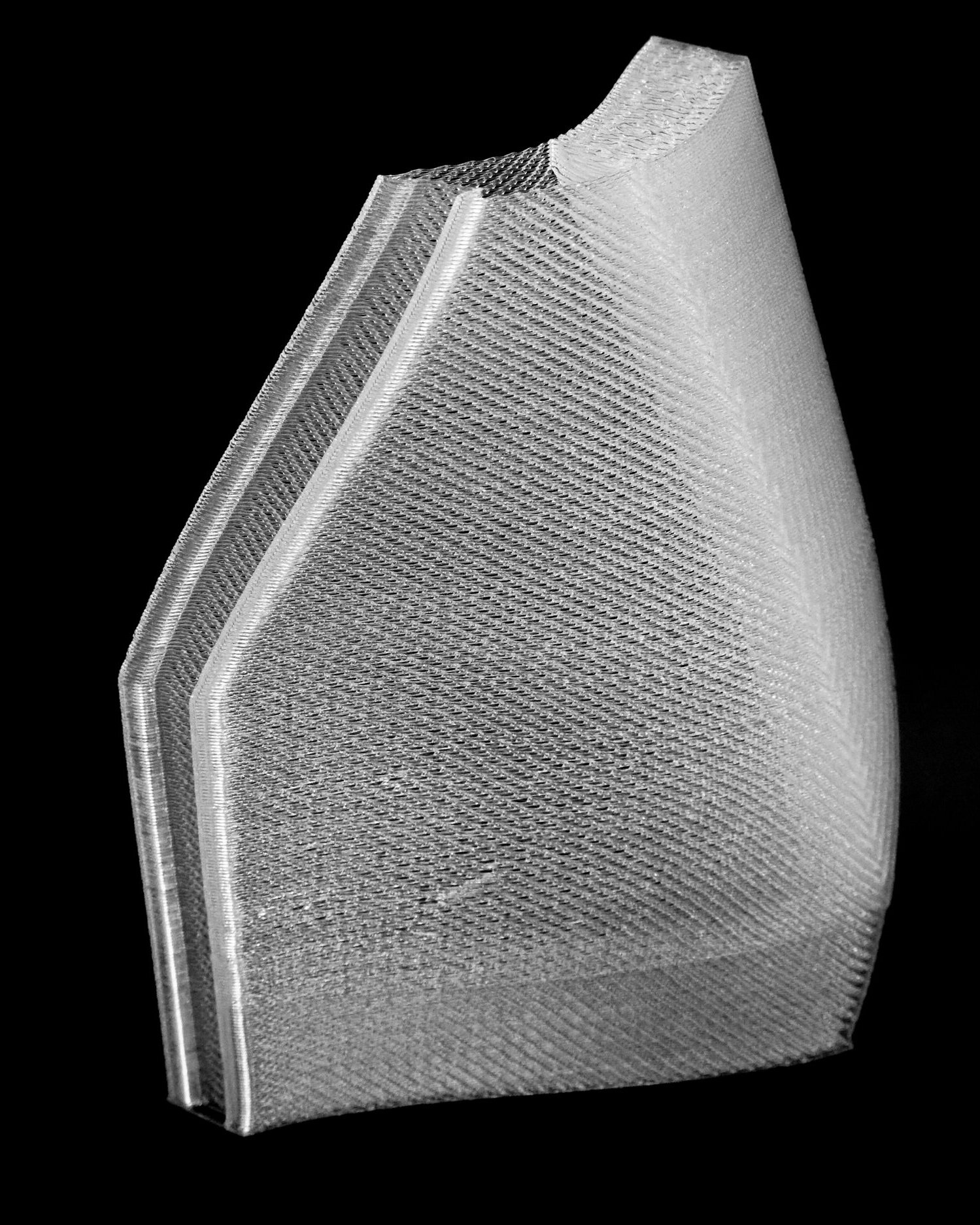
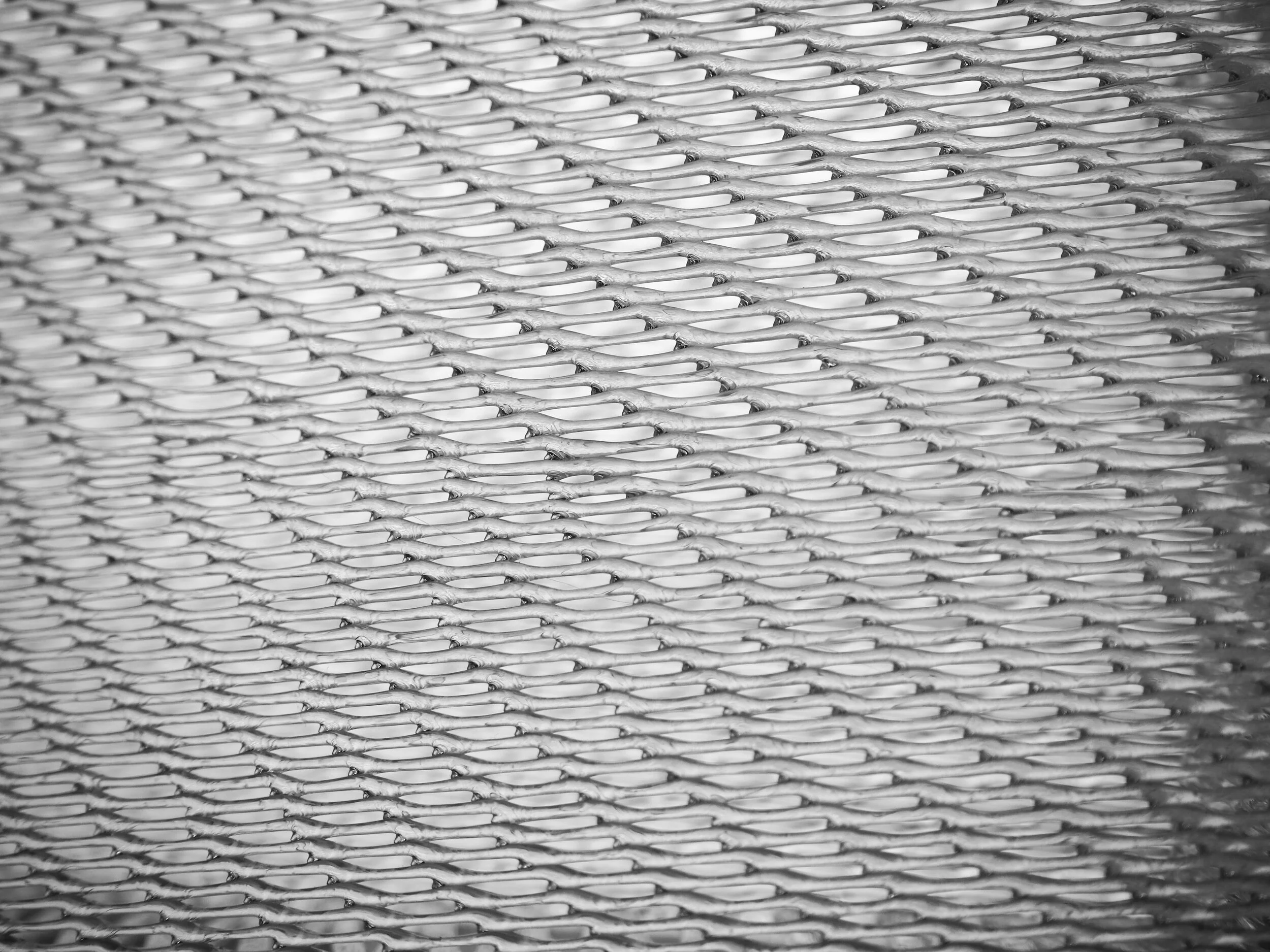
Under-extrusion of printing filament is one of the common causes of print failure, but with carefully controlling parameters, a mesh-like texture can be reliably fabricated. This printing method offers interesting physical properties. It’s formable, breathable, flexible, and rapidly to print, perfectly aligned with our design goals. We spent several weeks testing and finding out the optimal parameters that can generate this structure stably and made various prototypes to verify these parameters' reliability.




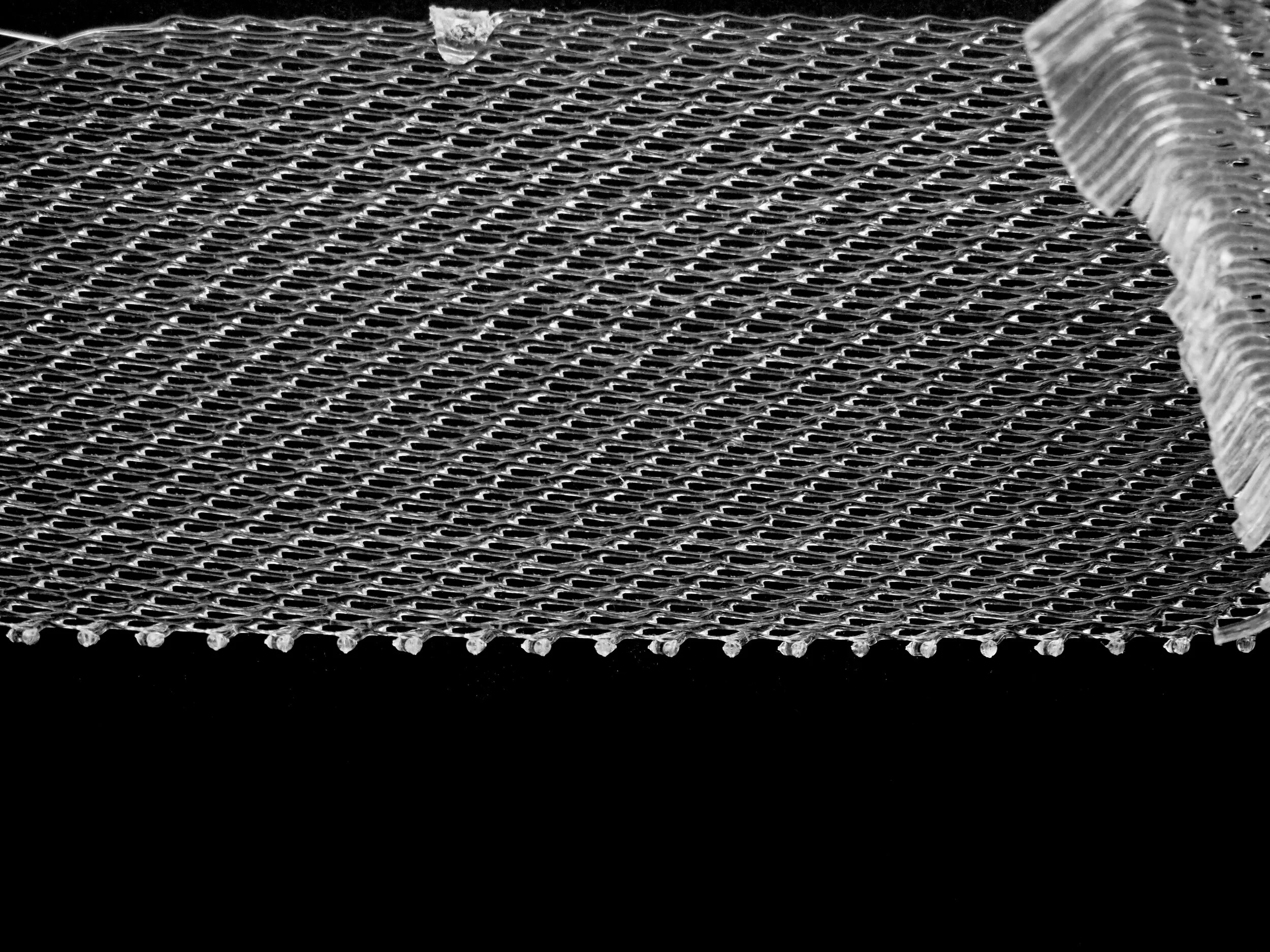



Python and rhino grasshopper enable us to control the nozzle velocity on each point of the printing path, with which we can dynamically control the property of the façade surface, for example, through the test, we learned that the mesh-like texture would appear when the nozzle velocity is bigger than 25mm/s. The hole of the mesh and flexibly of the surface has a positive correlation if the velocity passes this threshold, so when we design and fabricate the facade panel, we can generate different breathability and stiffness in different areas.


We use kangaroo (physics simulation plug-in of grasshopper) to find the overall form of the façade. And by comparing the angle between the surface’s normal of each point and the wind direction. In this way, we can determine if a point is located in the windward area or the leeward area, then we link this angle value with the nozzle velocity, so points in the windward area get a lower velocity vs. in the leeward area gets a higher value. Therefore the mesh-like texture will only appear on the leeward area of the façade where will be more breathable and transparent compare with the windward area.


We chose three and a half units to fabricate the 1:1 scale panel prototype. Each panel, on average, takes 7.5 hours to print with the UR5 robotic arm. And the filament we use is transparent PETG.